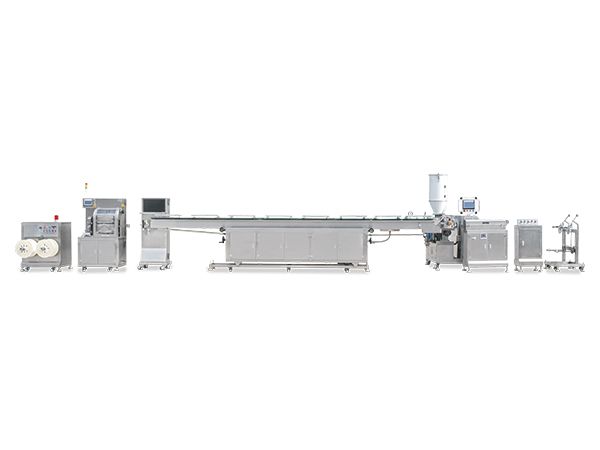
圣安机械精密挤出设备专属定制——24H在线提供全套服务
24小时咨询热线:13926896675
多年专注精密挤出设备制造

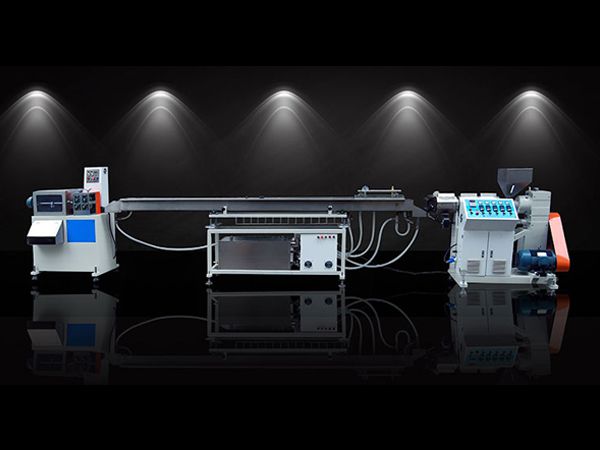
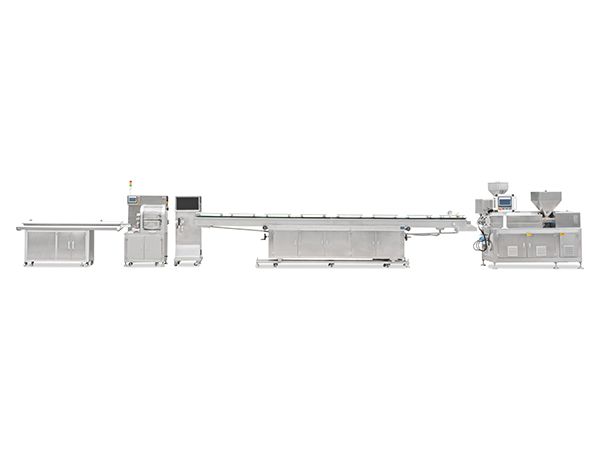
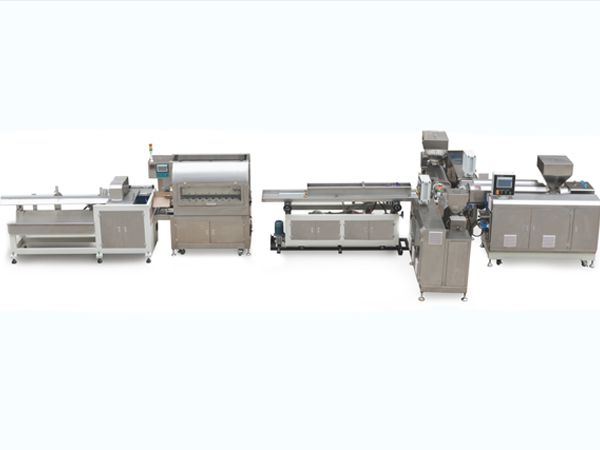
精密中心静脉导管生产线

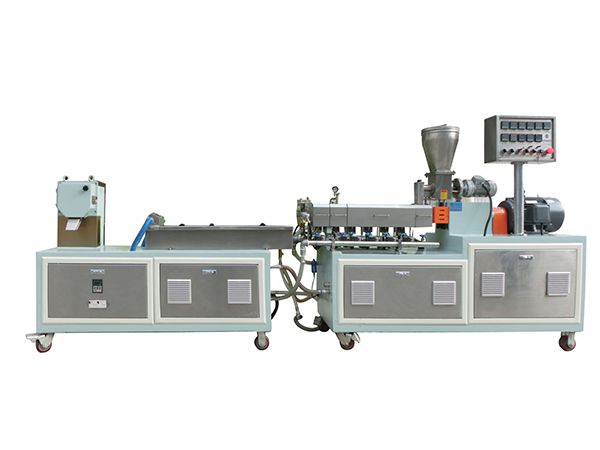
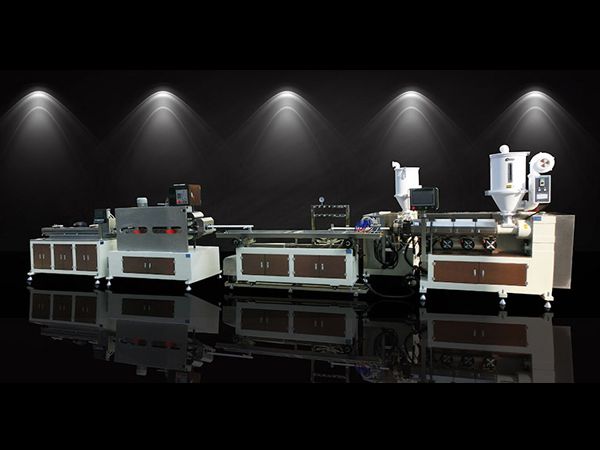
精密微型挤出生产线
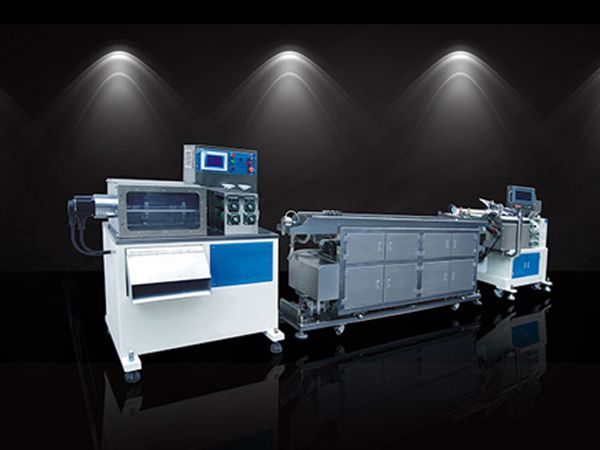
TPU高压编织增强管
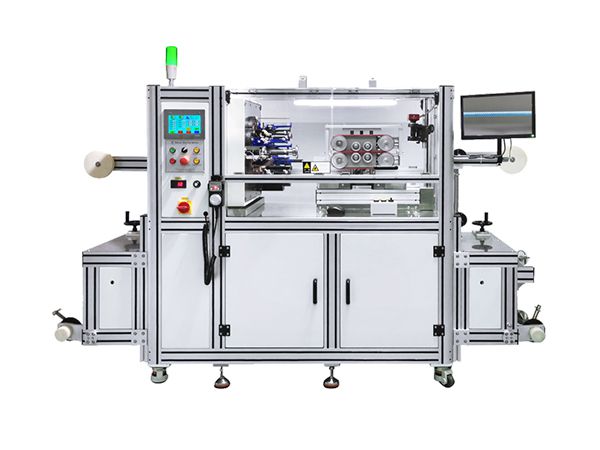
卧式导管编织机系列

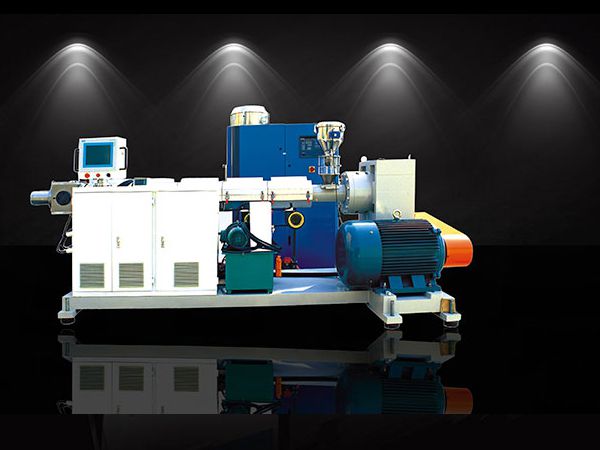
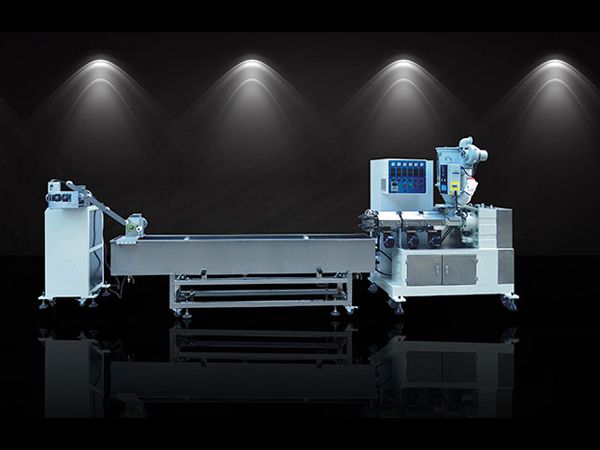
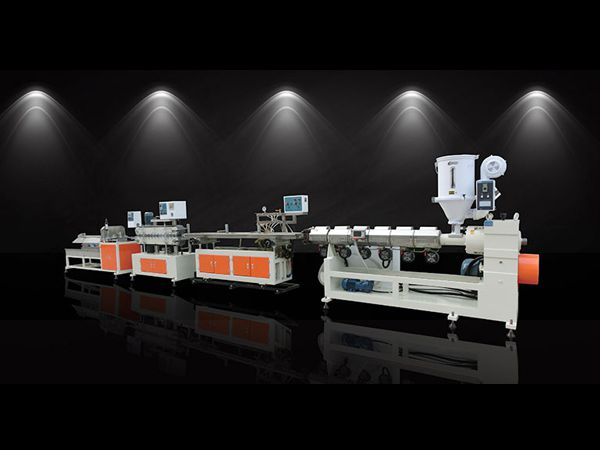
高温及氟塑料精密挤出生产线
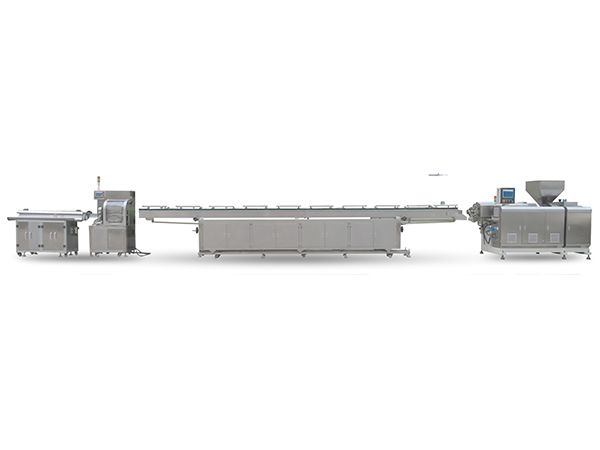
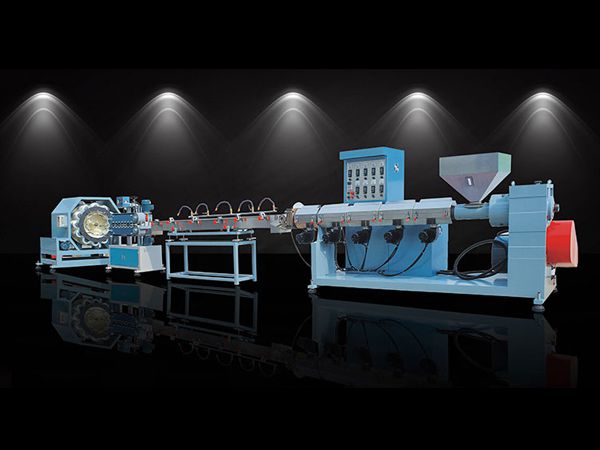
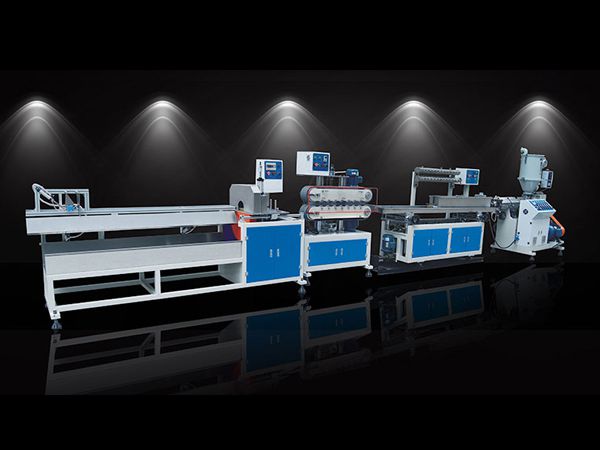
水冷高速挤出设备系列

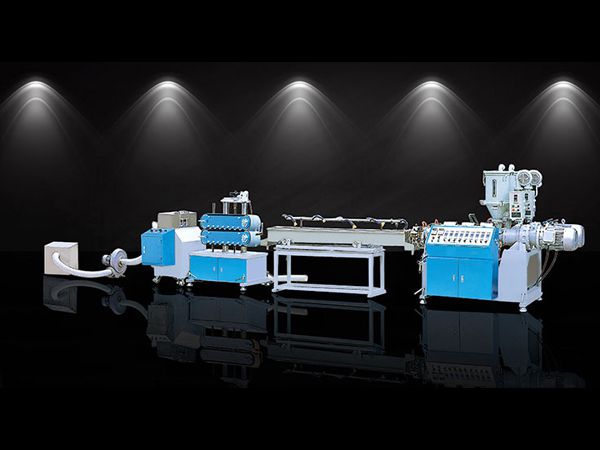
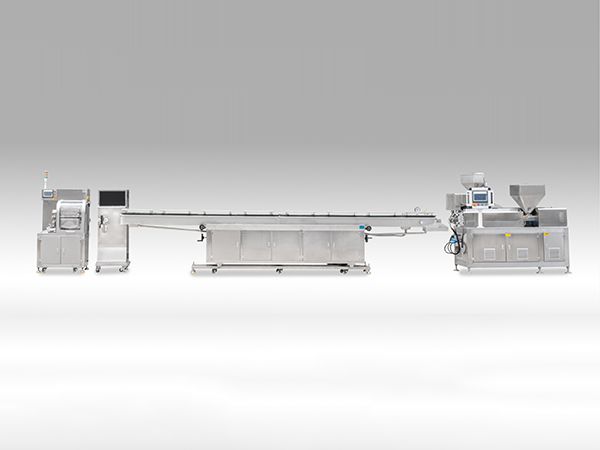
血路(透析)管、输血管精密单螺杆挤出生产
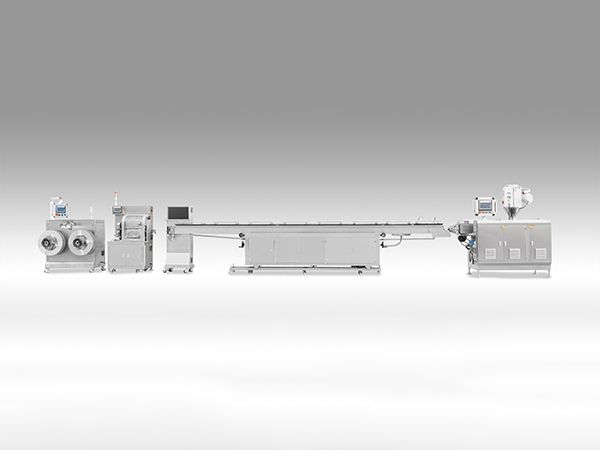
精密挤出生产线(高速收卷型)
医用三层(二层)避光输液管生产线

平口滴斗专用挤出生产线(大口径软管)
呼吸类导管、气管插管、输液管单螺杆挤出生

吸引联接管挤出生产设备

高精密(PC-PMMA-PS)-LED单
新型高效一出二条(LED)灯罩、灯管挤出
PMMA、PC单螺杆排气式挤出生产线
PC、PMMA、PS、ABS、PVC硬质

LED单色、双色;型材、管材挤出生产线
双色多色型材挤出生产线
圣安合作流程
订购热线:13926896675 13926801558 13926855071 13926894715
专注于精密挤出设备的制造商---圣安塑料!近20年的经验积累,圣安人奋力拼搏,努力创新,致力于制作一流的精密挤出设备。因为专注,所以专业!
圣安塑料机械坐落于具有珠江三角洲制造业名城美誉之称的---东莞,毗邻香港,在广州和深圳经济特区之间,交通便利。
圣安机械研发部门有一支技术实践经验丰富的团队,能为客户提供可靠有效的研发技术支持、成熟的生产工艺指导和优质的培训服务。
关注行业新闻· 了解最新资讯

(1)TPU留置针导管挤出机日常维护是一项非常重要的日常工作,一般来说不占用设备运行的工作时间,通常在启动时完成。需要对清洁机器、润滑运动部件、拧紧松动的螺纹部件、及时检查和调整电机、控制仪表、工作部件和管道等。(2)TPU留置针导管挤出机
随着人们生活条件的提高,各行各业的产品都有了不同进度的进步,特别是一些医疗设备。一次性留置针就是一种比较先进的医用设备,根据其结构可以被分为翼型和加药型形的一次性留置针,翼型一次性留置管由固定翼、导管座、针管、排气接头、保护帽、导管、衬套、
任何一个医疗用品在使用的时候都需要非常的小心,如果稍不注意可能会影响人体的身体健康,特别是在生产的过程中,一定要严格按照相关的规定进行生产。那么你知道由FEP留置针导管挤出机生产出来的一次性留置针应该如何使用吗?在使用的过程之中又有哪些注意
硅胶挤出机的价格主要由设备制造商和产地决定。主要区别取决于设备配置和品牌的不同。配置越低,生产成本越低,价格越低。反之,配置越高,生产成本越高,价格越高。当一个产品被生产出来时,它需要一种特定类型的生产设备。因为每种设备都有其很大挤出量,挤

电力电缆挤出机厂家介绍挤出机是一种用于生产电线和电缆的设备,通过将预先加热和塑化的塑料料坯挤出成连续的细线或管状材料。挤出机通常由进料系统、塑化系统、挤出系统、冷却系统和卷取系统等组成。电力电缆挤出机的工作原理主要分为塑化和挤出两个步骤。塑
医用PVC管挤出机断面出现气孔的原因可能有以下几点:机头压力小。可以减少内外润滑的用量。物料塑化差。可以提高机筒一、二区的温度。喂料不足。可以加大喂料量,提高主机的挤出速度。口模温度太高。可以降低口模温度。如果以上方法都不能解决问题,建议联
医用导管挤出机的技术特点包括生产率高、精度高、质量稳定、耐高温等。医用导管挤出机包括立式挤出机、立式高温定型炉、链式隧道炉、高精度伺服切管机、双色专用挤出机头等设备,整条生产线符合GMP认证,产品符合要求FDA检验标准。而且医用导管挤出机配
塑料挤出机发展的四大趋势与前景如下:大型化、高速、高效化。随着科技的进步,挤出机正朝着更大、更快、更高效的方向发展。例如,国外已经普遍使用螺杆直径为200~250mm的挤出机,而螺杆直径大于400mm的专用挤出机也不再罕见。辅助设备完善,标

多层共挤押出机的价格主要由设备制造商和产地决定。主要区别取决于设备配置和品牌的不同。配置越低,生产成本越低,价格越低。反之,配置越高,生产成本越高,价格越高。当一个产品被生产出来时,它需要一种特定类型的生产设备。因为每种设备都有其很大挤出量
硅胶挤出机已广泛应用于橡胶、塑料加工行业,使用范围比较广泛,那么,接下来让小编带大家了解一下硅胶挤出机的挤出成型工艺,一起来看看吧!硅胶挤出机通常可以用作制造硅胶管、密封条、硅胶异形条、导尿管和饮水管等,这些硅胶产品的生产都离不开它。密封条
高温氟塑料挤出机是针对硅胶的特性来进行针对性的设计的一种设备,一般采用高温氟塑料挤出机要比普通常用的冷喂料橡胶挤出机要短很多。硅胶挤出机螺杆的设计方法通常来说都是在1:8到1:14之间,所以对于同种型号的硅胶挤出机的动力需求要比其他普通橡胶
医用导管挤出机作为硅胶制品通用的一种加工设备,需要定期维护和保养。那么,接下来就让小编简单给大家介绍一下医用导管挤出机的定期维护与保养事项,一起来看看吧!1、检验V齿轮传动中的V带及动轮的损耗状态:并调正V齿轮传动中心距,使V带稳固合理;损