圣安机械精密挤出设备专属定制——24H在线提供全套服务
24小时咨询热线:13926896675
多年专注精密挤出设备制造

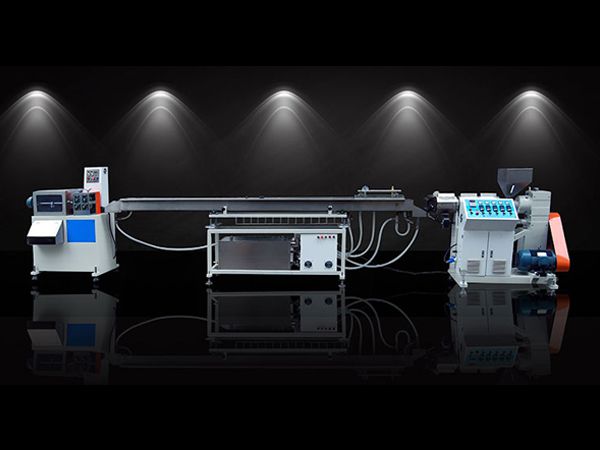
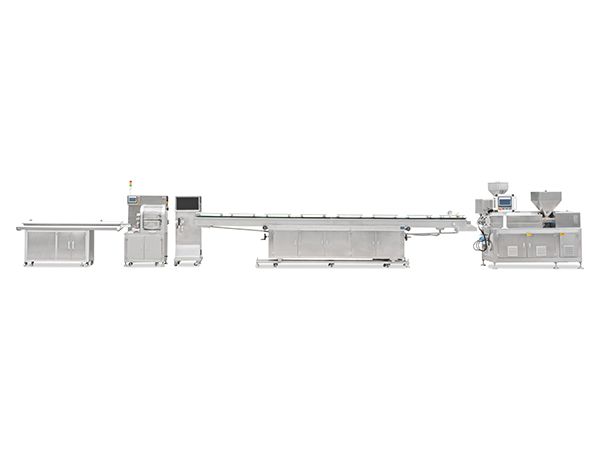
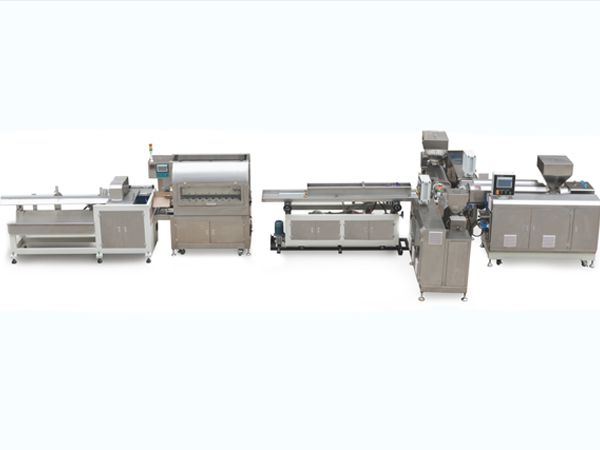
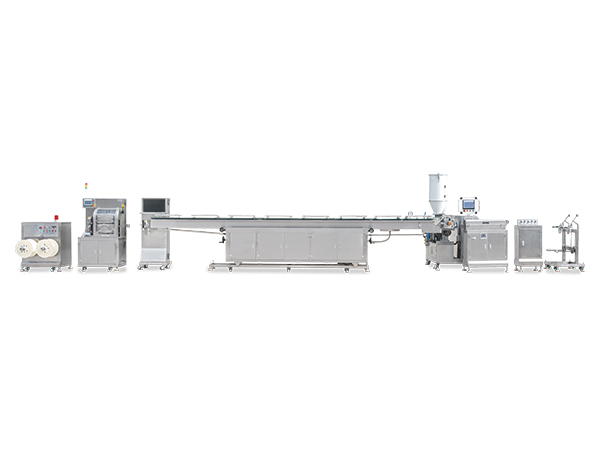
精密中心静脉导管生产线

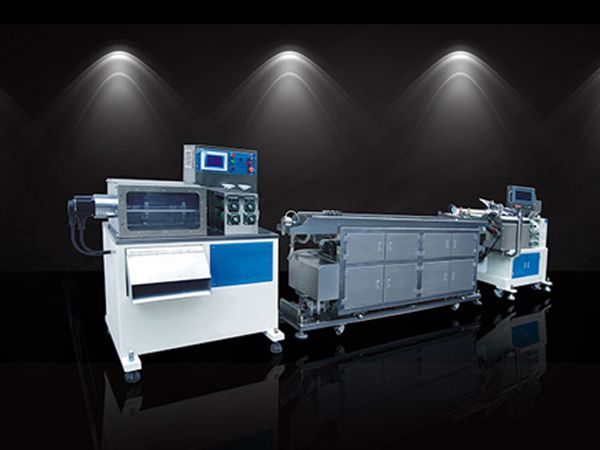
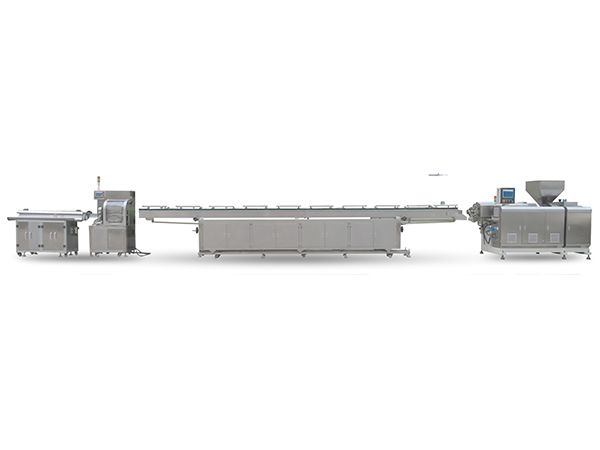
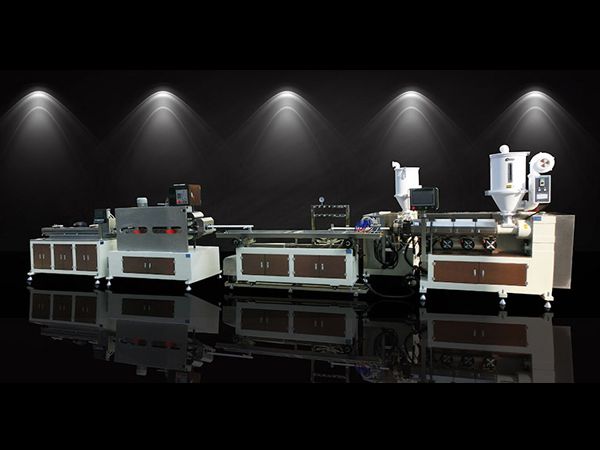
精密微型挤出生产线
TPU高压编织增强管
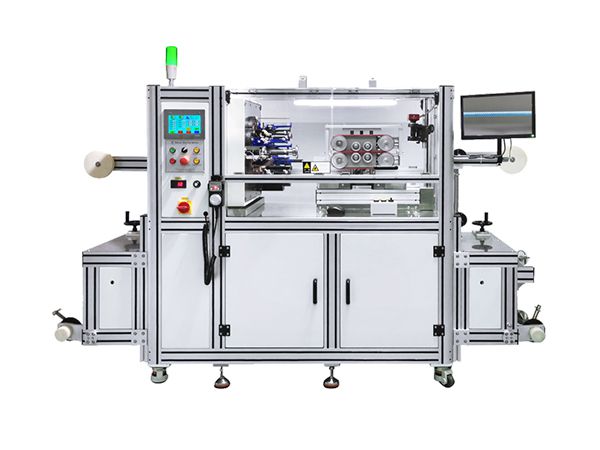
卧式导管编织机系列

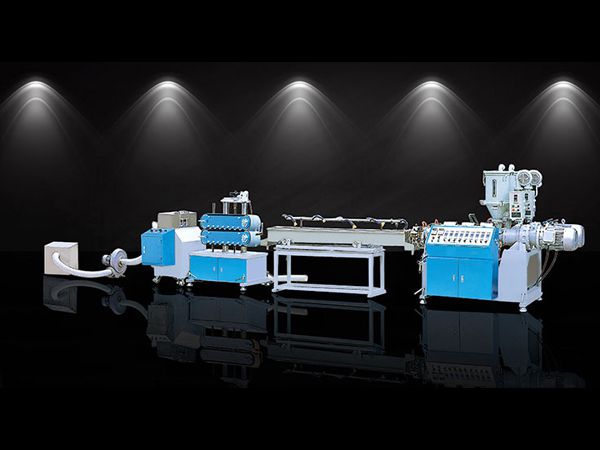
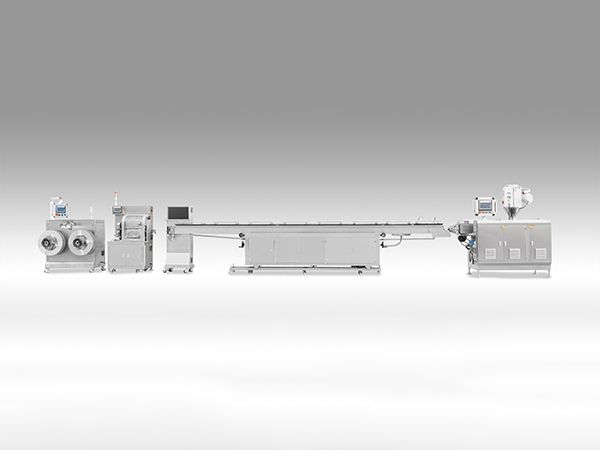
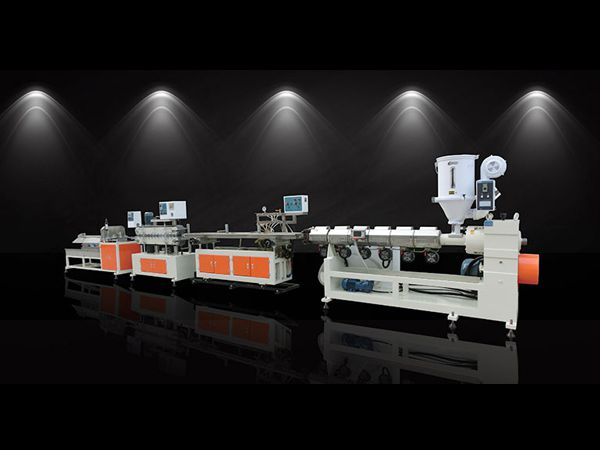
高温及氟塑料精密挤出生产线
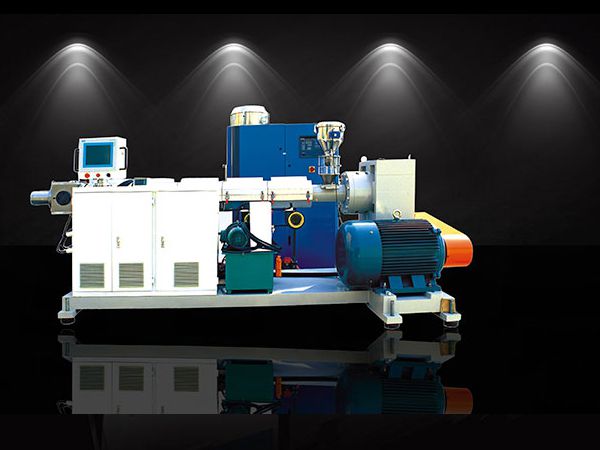
水冷高速挤出设备系列

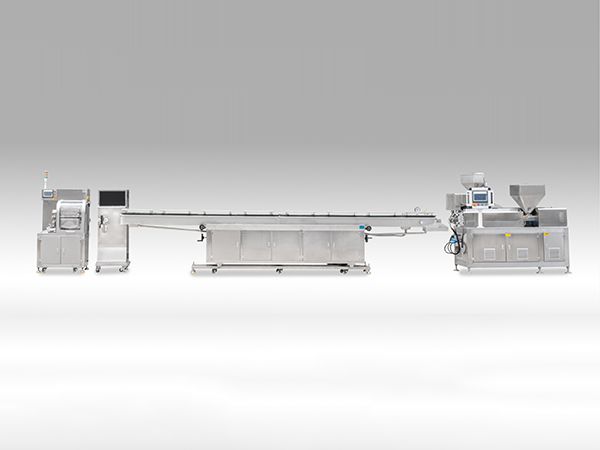
血路(透析)管、输血管精密单螺杆挤出生产
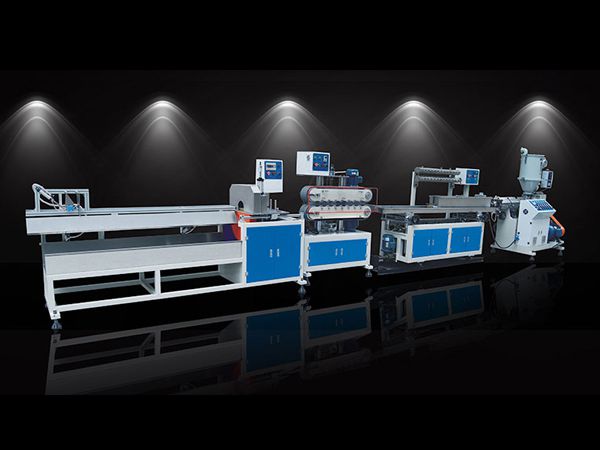
精密挤出生产线(高速收卷型)
医用三层(二层)避光输液管生产线

平口滴斗专用挤出生产线(大口径软管)
呼吸类导管、气管插管、输液管单螺杆挤出生

吸引联接管挤出生产设备

高精密(PC-PMMA-PS)-LED单
新型高效一出二条(LED)灯罩、灯管挤出
PMMA、PC单螺杆排气式挤出生产线
PC、PMMA、PS、ABS、PVC硬质

LED单色、双色;型材、管材挤出生产线
双色多色型材挤出生产线
圣安合作流程
订购热线:13926896675 13926801558 13926855071 13926894715
专注于精密挤出设备的制造商---圣安塑料!近20年的经验积累,圣安人奋力拼搏,努力创新,致力于制作一流的精密挤出设备。因为专注,所以专业!
圣安塑料机械坐落于具有珠江三角洲制造业名城美誉之称的---东莞,毗邻香港,在广州和深圳经济特区之间,交通便利。
圣安机械研发部门有一支技术实践经验丰富的团队,能为客户提供可靠有效的研发技术支持、成熟的生产工艺指导和优质的培训服务。
关注行业新闻· 了解最新资讯

挤出成型可以加工部分热固性塑料和绝大部分热塑性塑料以及弹性体。二、挤出制品主要包括薄膜、管材、板材、片材、型材、棒材、丝、网、带、电线、电线包覆、中空容器、泡沫塑料、复合材料等。它们应用于国民经济各个部门。1、包装材料是挤出制品的重要用途之
双螺杆挤出机螺杆间隙的调整方法论述一、准备工作所需的工具:塞尺两把、游标卡尺一把、深度尺一把、内千分尺一把、铜棒一根(D65*300);二、调整螺杆间隙的方法:1)先分清主副螺杆,从后端向前端看两螺杆成人字形,然后把大饼装好,把两螺杆同时推
挤出机和注塑机都是塑料加工机械,两者听上去还有那么一点相似,但实际上不一样。塑料挤出机和注塑机两者两者有很多区别,,下面就由塑料挤出机的专业人士向大家介绍,以了解两种机械更多的知识点。挤出机是在螺杆作用下将熔融塑料通过固定形状的挤出口挤出,
挤出成型温度控制贯穿于加料段(给料段)、熔化段(压缩段)和计量段(均化段),温度升高的热量来源一在于外部加热,二来自于内部机械摩擦、剪切等。给料段和计量段是整个挤出过程温度控制的重点和难点,需要切记的是,温度控制主体是物料温度,而不是螺筒和
高速挤出机的加热冷却系统主要通过加热装置、冷却装置以及温度控制系统来实现温度控制,具体如下:加热系统的温度控制加热方式电阻加热:最常见的方式,通过在机筒外缠绕电阻丝或安装电阻加热圈,通电后电阻丝发热,将热量传递给机筒,进而加热物料。其优点是
高速挤出机主要由挤出系统、传动系统和加热冷却系统等组成,其工作原理如下:固体输送与物料加入料斗进料:物料通常从料斗加入到挤出机的机筒内。料斗的设计要保证物料能够均匀、稳定地流入机筒,避免出现架桥、堵塞等现象。螺杆输送:挤出机的核心部件螺杆在
高速挤出机的常用种类如下:按螺杆数目分高速单螺杆挤出机:如SJ系列新型高效单螺杆挤出机,两阶式整体设计,通过特种屏障、BM型综合混炼设计,强化了塑化功能,能保证物料的混炼效果和高速高性能挤出,具有高剪切、低熔融塑化温度的特点,可使物料实现高
选择医用导管挤出机的冷却方式,需要综合考虑多方面因素,以下是一些要点:冷却效果风冷:通过风机等设备使空气流动带走热量,优点是设备简单、成本较低,且不会对环境造成水污染等问题。适用于对冷却速度要求不特别高、尺寸较小、壁厚较薄的医用导管,如一些

高聚物一般存在着玻璃态、高弹态和粘流态三种物理状态,在一定条件下,这三种物理状态将发生相互转化。这是塑料能进行成型加工的内在依据,塑料的成型加工是通过塑料挤出机在粘流态而非玻璃态和高弹态下进行的。塑料由料斗进入料筒后,随着螺杆的旋转而被逐渐
挤出机和注塑机都是塑料加工机械,两者听上去还有那么一点相似,但实际上不一样。塑料挤出机和注塑机两者两者有很多区别,,下面就由塑料挤出机的专业人士向大家介绍,以了解两种机械更多的知识点。挤出机是在螺杆作用下将熔融塑料通过固定形状的挤出口挤出,
挤出成型温度控制贯穿于加料段(给料段)、熔化段(压缩段)和计量段(均化段),温度升高的热量来源一在于外部加热,二来自于内部机械摩擦、剪切等。给料段和计量段是整个挤出过程温度控制的重点和难点,需要切记的是,温度控制主体是物料温度,而不是螺筒和
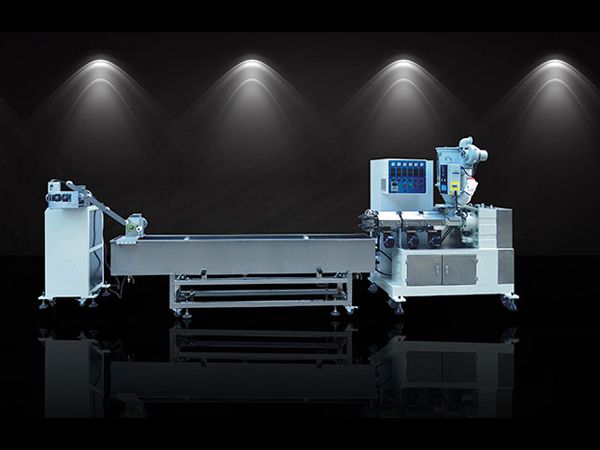
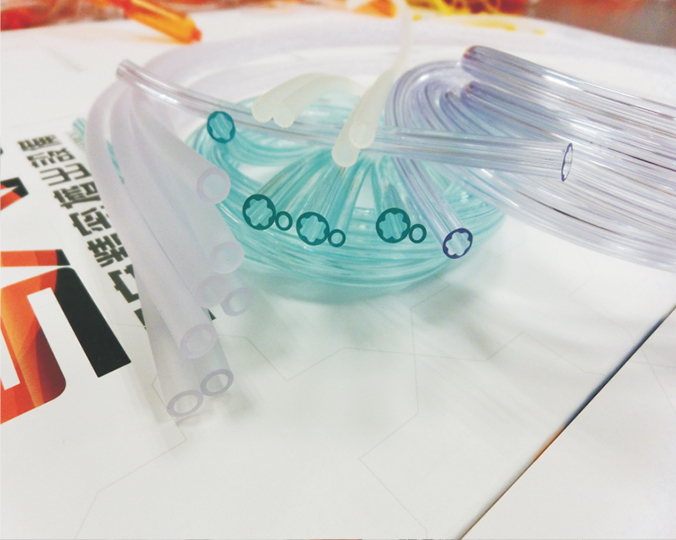
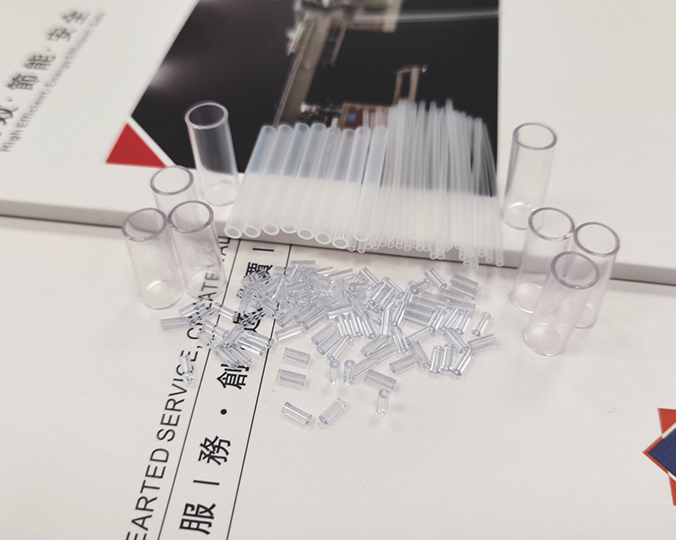
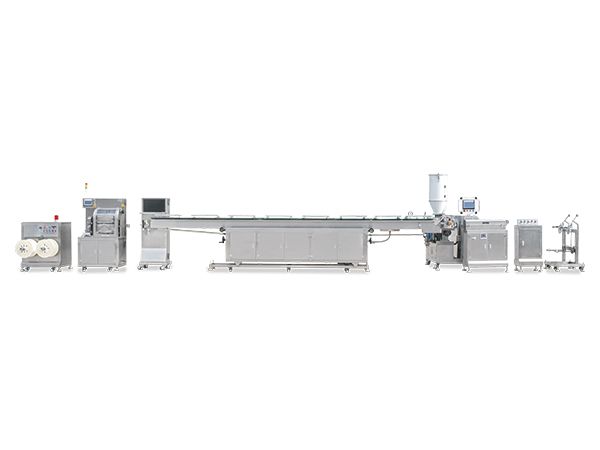
基本说明1、产品优势:挤出稳定高效,生产过程中的电压、电流,水压、气压、挤出和牵引速度均为数字控制;挤出软管圆度、壁厚最高精度达到过±0.02mm的超高标准。2、设备精度:设备的所有部件和单元满足洁净室要求;导管直径1.2 –8 mm ,厚